 Lunettes de soleil sur ordonnance.
Lunettes de soleil sur ordonnance. L'une des vues les plus courantes presque partout dans le monde est - les lunettes ! Puisque nous dépendons tellement des verres à l'intérieur de ces montures pour améliorer notre vision du monde, vous pourriez vous demander ce qui se passe dans leur création.
Dans cet article, nous parlerons de la façon dont l'œil se concentre, comment fonctionne une lentille, comment lire une ordonnance, et enfin, comment la lentille est faite, y compris les étapes impliquées dans le meulage et le façonnage des ébauches de lentilles en plastique pour s'adapter à la prescription et à la monture d'un individu.
Commençons par quelques notions de base sur la vision.
Testez vos yeux
Essayez cette activité interactive de Discovery Channel :testez votre vue et découvrez en même temps comment fonctionne la vision. D'autres segments interactifs vous permettent d'explorer les systèmes de votre corps et de voir comment ils vous aident à vous déplacer en douceur dans votre vie quotidienne.
Contenu
À l'arrière de l'œil se trouve une couche complexe de cellules appelée rétine . La rétine réagit à la lumière et transmet cette information au cerveau. Le cerveau, à son tour, traduit toute cette activité en une image. Parce que l'œil est une sphère, la surface de la rétine est courbée.
Quand tu regardes quelque chose, trois choses doivent arriver :
Pour faire tout ça, l'œil a un cristallin entre la rétine et le élève (le « judas » au centre de votre œil qui laisse passer la lumière à l'arrière de l'œil) et un revêtement transparent, ou cornée (la fenêtre avant). La lentille, qui serait classée comme une lentille "plus" car elle est la plus épaisse vers le centre, et la cornée travaillent ensemble pour focaliser l'image sur la rétine. (Pour plus d'informations sur le fonctionnement de l'œil, voir Comment fonctionne la vision.)
Définitions
Parfois, pour des raisons différentes, l'œil ne se concentre pas tout à fait correctement :
La plupart des problèmes de vision surviennent lorsque l'œil ne peut pas focaliser l'image sur la rétine. Voici quelques-uns des problèmes les plus courants :
En outre, les lentilles peuvent être faites pour corriger la vision double lorsque les yeux ne fonctionnent pas ensemble ("yeux croisés"). Les lentilles le font en déplaçant l'image pour qu'elle corresponde à l'œil capricieux.
Lentilles correctives, alors, sont prescrits pour corriger les aberrations, pour ajuster le point focal sur la rétine ou pour compenser d'autres anomalies. Vous pouvez en savoir plus sur les problèmes de vision dans Comment fonctionnent les problèmes de vision réfractive.
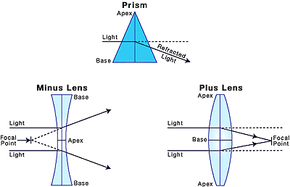
La meilleure façon de comprendre le comportement de la lumière à travers une lentille incurvée est de la relier à un prisme . Un prisme est plus épais à une extrémité, et la lumière qui la traverse est courbée ( réfracté ) vers la partie la plus épaisse. Voir le schéma ci-dessous.
UNE lentille peut être considéré comme deux prismes arrondis réunis. La lumière passant à travers la lentille est toujours courbée vers la partie la plus épaisse des prismes. Pour faire une lentille moins (en haut à gauche), la partie la plus épaisse, les base , des prismes est sur les bords extérieurs et la partie la plus mince, les sommet , est au milieu. Cela éloigne la lumière du centre de l'objectif et déplace le point focal vers l'avant. Plus la lentille est forte, plus le foyer est éloigné de l'objectif.
Pour faire une lentille plus (en haut à droite), la partie la plus épaisse de la lentille est au milieu et la partie la plus fine sur les bords extérieurs. La lumière est courbée vers le centre et le point focal recule. Plus la lentille est forte, plus le foyer est proche de l'objectif.
Placer le bon type et la bonne puissance de lentille devant l'œil ajustera le point focal pour compenser l'incapacité de l'œil à focaliser l'image sur la rétine.
La résistance d'une lentille est déterminée par le matériau de la lentille et l'angle de la courbe qui est meulée dans la lentille. La force de la lentille est exprimée comme dioptries (RÉ), qui indique à quel point la lumière est courbée. Plus la dioptrie est élevée, plus la lentille est forte. Aussi, un signe plus (+) ou moins (-) avant la force dioptrique indique le type de lentille.
Les lentilles plus et moins peuvent être combinées, le type de lentille total étant la somme algébrique des deux. Par exemple, un objectif +2,00D ajouté à un objectif -5,00D donne :
Deux formes de lentilles de base sont couramment utilisées en optométrie :sphérique et cylindrique.
Pour faire une lentille, la première chose dont vous avez besoin est un objectif vierge . Les blancs sont fabriqués dans des usines et expédiés à des laboratoires individuels pour être transformés en lunettes. Le matériau brut de la lentille est versé dans des moules qui forment des disques d'environ 4 pouces de diamètre et entre 1 et 1 1/2 pouces d'épaisseur. Le fond du moule forme une courbe sphérique sur la face avant. Un petit segment avec une courbure plus forte peut être placé dans le moule pour former le segment pour les verres bifocaux ou progressifs.
La plupart des ordonnances comportent quatre parties :
Une ordonnance abrégée de l'optométriste ou de l'ophtalmologiste pourrait indiquer :
2,25 -1,50 x 127 plus +2,00
Ça signifie:
La puissance totale de la lentille avec le cylindre est de +2,25 + (-1,50) =+0,75D. Au segment, la puissance est (+0,75) + (+2,00) =+2,75D. Et au cas où vous vous êtes déjà demandé, OD signifie œil droit et OS, oeil gauche.
Définitions
Au laboratoire, la prescription complète du patient donne ces détails exacts :
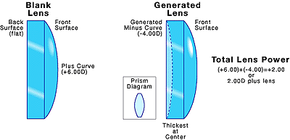
Le technicien de laboratoire sélectionne un blanc de lentille qui a le bon segment (appelé un ajouter ) et une courbe de base proche de la puissance prescrite. Ensuite, pour que la puissance corresponde exactement à la prescription, une autre courbe est rectifiée au dos de l'ébauche de lentille.
Par exemple, un blanc d'objectif très courant est de +6,00 dioptries. Si la prescription prévoit un total de +2,00 dioptries, une courbe de -4,00 dioptries est rectifiée à l'arrière :(+6,00D) + (-4,00D) =+2,00D. (Voir l'illustration ci-dessous.) Si nécessaire, la courbe du cylindre est également rectifiée en même temps.
Si la prescription exige une lentille négative, le blanc de lentille +6,00 dioptries peut toujours être utilisé. Pour créer une lentille avec la force de -2,00 dioptries, une courbe de -8,00 dioptrie est rectifiée à l'arrière :(+6,00D) + (-8,00D) =-2,00D.

 Un blanc d'objectif sera rectifié pour correspondre à la prescription du patient.
Un blanc d'objectif sera rectifié pour correspondre à la prescription du patient. Les verres correcteurs peuvent être en verre ou en plastique, mais de nos jours, le plastique est le plus courant. Alors que plusieurs types de plastique différents sont utilisés dans la fabrication des lentilles, tous suivent les mêmes procédures générales de fabrication. La plupart des étapes décrites s'appliquent également au verre, bien que quelques différences importantes soient notées à la fin.
Un laboratoire, même automatisé, suit 12 étapes pour fabriquer des verres correcteurs :
Étape 1: Le technicien choisit une ébauche de lentille du matériau souhaité avec la courbe de base appropriée et, si besoin, ajouter de la puissance.
Étape 2: Si l'ordonnance prévoit un cylindre, une ligne est tracée sur le devant de la lentille pour définir 180 degrés, puis une autre ligne est tracée qui correspond à l'axe de la deuxième courbe. S'il y a un segment, le bord du segment est utilisé comme ligne à 180 degrés. Souvent, le centre optique de la lentille est légèrement au-dessus du bord du segment, et la ligne est marquée à la distance appropriée. (Remarque :lorsqu'il n'y a pas de segment ou de prisme induit, la lentille peut être laissée sans marque et l'axe du cylindre déterminé une fois la lentille meulée.)
 Un blanc d'objectif est marqué pour montrer où sera l'axe du cylindre.
Un blanc d'objectif est marqué pour montrer où sera l'axe du cylindre. Étape 3: Étant donné que l'avant de l'objectif sera laissé tel quel, il est recouvert d'un ruban spécial pour le protéger.
 Le technicien met un revêtement protecteur sur le devant de la lentille vierge pour l'empêcher d'être endommagé. Définitions
Le technicien met un revêtement protecteur sur le devant de la lentille vierge pour l'empêcher d'être endommagé. Définitions
 Un broyeur composé, appelé générateur, broie les courbes requises à l'arrière de l'ébauche de lentille. Les deux grands cadrans de la console définissent les courbes sphériques et cylindriques qui seront meulées dans la lentille.
Un broyeur composé, appelé générateur, broie les courbes requises à l'arrière de l'ébauche de lentille. Les deux grands cadrans de la console définissent les courbes sphériques et cylindriques qui seront meulées dans la lentille. Étape 4: Selon le type d'équipement, la lentille doit être préparée pour s'adapter à la Générateur , qui est généralement une rectifieuse de surface composée capable de rectifier deux courbes à la fois.
Un récepteur de mandrin (appelé bloquer ) est placé à l'avant de l'objectif sur le ruban de protection. S'il y a une courbe cylindrique, la lentille est orientée de sorte que l'axe du cylindre corresponde à l'axe de balayage du cylindre du générateur.
 Un récepteur de mandrin, appelé bloc d'objectif, doit être fixé à l'avant de l'objectif afin qu'il puisse être monté dans le générateur.
Un récepteur de mandrin, appelé bloc d'objectif, doit être fixé à l'avant de l'objectif afin qu'il puisse être monté dans le générateur. Le centre du bloc deviendra le centre optique de la lentille. Selon l'équipement, la lentille peut être maintenue en place par des tampons adhésifs spéciaux, avec un alliage spécial qui "colle" la lentille au bloc ou avec du plastique.
Étape 5 : La lentille est insérée dans le générateur.
 L'objectif vierge, attaché au bloc d'objectif, est inséré dans le générateur. Le générateur a des broches qui alignent la lentille.
L'objectif vierge, attaché au bloc d'objectif, est inséré dans le générateur. Le générateur a des broches qui alignent la lentille. L'objectif peut nécessiter un autre traitement en plus des courbes composées produites par le générateur, de sorte que la lentille peut également être inclinée dans le mandrin. Cette inclinaison va décaler le centre optique (appelé prisme induit ) souvent utilisé pour permettre des verres plus fins ou pour répondre à des exigences particulières de la prescription.
 La lentille est broyée dans une chambre de broyage recouverte de caoutchouc. La plume en forme de cône, ou meule, est au centre. La plume a une surface de coupe en diamant le long de son bord extérieur et est inclinée de sorte que seul le bord extérieur touche la lentille.
La lentille est broyée dans une chambre de broyage recouverte de caoutchouc. La plume en forme de cône, ou meule, est au centre. La plume a une surface de coupe en diamant le long de son bord extérieur et est inclinée de sorte que seul le bord extérieur touche la lentille. Étape 6 : Les courbes sont définies sur la machine et la lentille est générée (sol). Cette étape peut être soit entièrement automatisée, soit manuelle, où l'opérateur balaie manuellement la plume (meule) à travers la lentille, avancer progressivement la lentille jusqu'à ce que l'épaisseur de lentille souhaitée soit atteinte. L'épaisseur de la lentille est déterminée par le type de courbe (plus ou moins), matériau de la lentille (certains plastiques sont plus résistants et peuvent être plus minces), ou d'autres considérations (lunettes de sécurité, par exemple, sont plus épais que les lentilles pour un usage quotidien). Si l'objectif devient trop chaud pendant l'opération, il peut se déformer ou se déchirer, il est donc refroidi par l'eau, qui lave également la matière coupée (appelée écharpe).
 Une machine à cylindre peut poncer deux lentilles en même temps. La pression d'air maintient la lentille et le bloc de ponçage ensemble, et une minuterie éteint la machine à une heure présélectionnée.
Une machine à cylindre peut poncer deux lentilles en même temps. La pression d'air maintient la lentille et le bloc de ponçage ensemble, et une minuterie éteint la machine à une heure présélectionnée. Étape 7 : La lentille est retirée du générateur et placée dans une ponceuse spéciale (appelée machine à cylindre ) pour éliminer les éventuelles traces laissées par le générateur. Pour faire ça, le papier de verre est collé sur un bloc à l'envers, courbes assorties (une base +2,00/cylindre +2,50, par exemple, pour correspondre aux courbes générées -2,00/-2,50), et la lentille et le bloc sont frottés ensemble. Pendant ce temps, les lentilles sont conservées au frais et nettoyées à l'eau.
Suite à l'opération de ponçage, les verres sont polis sur une machine identique, sauf que des tampons de polissage en feutre lavés avec un composé de polissage sont utilisés à la place du papier de verre et de l'eau. Lorsque cette étape est terminée, la lentille est optiquement claire sans rayures visibles.
 Après ponçage, les verres sont polis afin qu'ils soient parfaitement clairs sans aucune rayure. Le vernis liquide s'écoule sur les lentilles et dans un réservoir pour être remis en circulation.
Après ponçage, les verres sont polis afin qu'ils soient parfaitement clairs sans aucune rayure. Le vernis liquide s'écoule sur les lentilles et dans un réservoir pour être remis en circulation. Étape 8 : Le bloc est retiré de la lentille, et la lentille est lavée et inspectée. Parfois, des revêtements spéciaux peuvent être appliqués sur la lentille. À ce stade, l'ébauche de lentille a eu des courbes supplémentaires rectifiées à l'arrière de la lentille et elle a été polie. Cependant, le flan de grand diamètre doit encore être dimensionné et façonné pour s'adapter au cadre choisi par le patient. Plusieurs méthodes sont utilisées, selon l'équipement, mais ils sont tous basés sur la description suivante.
Étape 9 : L'ébauche de lentille est façonnée sur un tour linéaire (appelé déligneuse ) à l'aide d'une meule en céramique ou en diamant ou de lames en acier inoxydable. L'objectif doit à nouveau être prêt à accepter un mandrin, mais puisque seul le bord est coupé, un système beaucoup plus doux est utilisé. Un petit récepteur de mandrin est placé là où sera le centre géométrique de la lentille finie, et la lentille est alors orientée sur l'axe 180. D'habitude, seul un tampon adhésif est nécessaire pour maintenir le récepteur sur l'objectif. La lentille est insérée dans la meuleuse et maintenue en place par un tampon de pression qui appuie sur le côté opposé de la lentille (comme si vous teniez une très grosse pièce de monnaie entre le pouce et l'index en son centre).
 La lentille est montée dans une déligneuse. Le mandrin de la déligneuse tourne lentement au fur et à mesure que la lentille est découpée.
La lentille est montée dans une déligneuse. Le mandrin de la déligneuse tourne lentement au fur et à mesure que la lentille est découpée.
 Motifs de cadre
Motifs de cadre Étape 10 : Un motif en forme de cadre est inséré dans la déligneuse. Les modèles sont généralement en plastique et peuvent être fournis par le fabricant du cadre ou fabriqués en laboratoire.
 Un motif rouge est utilisé dans la déligneuse pour déterminer la forme finale de la lentille.
Un motif rouge est utilisé dans la déligneuse pour déterminer la forme finale de la lentille. Les nouvelles meuleuses n'utilisent pas de motifs; au lieu, la forme est déterminée par une sonde qui mesure le cadre et stocke les informations dans un ordinateur, qui à son tour contrôle l'opération de délignage. Comme il fonctionne, la lentille à rotation lente est amenée dans la surface de coupe à rotation rapide, qui est soit une meule, soit des lames en acier, jusqu'à ce qu'un guide entre en contact avec le motif, qui tourne pour correspondre à l'objectif. Si la monture a un rebord complet entourant la lentille, un biseau, ou crête, est découpé le long du bord de la lentille qui s'insère dans une rainure de la monture; autrement, le bord est laissé plat.
Étape 11 : Les lentilles, maintenant coupé pour s'adapter au cadre, sont préparés pour être insérés dans le cadre.
 Les lentilles qui doivent être teintées sont trempées dans un colorant chaud.
Les lentilles qui doivent être teintées sont trempées dans un colorant chaud. Étape 12 : La lentille est insérée dans la monture. L'ajustement et l'orientation sont vérifiés deux fois, les vis ou charnières usées sont remplacées au besoin, et le cadre est carré. Les lunettes finies sont ensuite soigneusement nettoyées et emballées pour être livrées au patient.
 Un technicien vérifie les lentilles finies pour les rayures et les imperfections.
Un technicien vérifie les lentilles finies pour les rayures et les imperfections. Les lentilles en verre sont rectifiées et polies de la même manière que le plastique, sauf que des surfaces de coupe en diamant sont utilisées, et certains détails peuvent varier. Les flans sont en verre relativement mou et doivent être trempés, soit par des produits chimiques, soit par la chaleur, pour les renforcer avant de les insérer dans le cadre.
Les progrès de l'automatisation changent rapidement la façon dont les lentilles sont fabriquées. Par exemple, la grande majorité des laboratoires utilisent désormais des ordinateurs pour déterminer les paramètres de courbe et le choix des lentilles, et l'équipement est disponible qui combinera plusieurs étapes ou même effectuera l'opération entière automatiquement.
Pour plus d'informations sur les verres correcteurs et les sujets connexes, consultez les liens sur la page suivante.
Bob Broten est un opticien certifié par l'American Board of Opticianry et un technicien de laboratoire certifié chez Lenscrafters Inc. à Portland, Oregon. Il détient un baccalauréat en biologie et a effectué des recherches approfondies sur la vision des poissons tout en poursuivant ses études.
Note de l'auteur: Je suis redevable à Erik Schopp, Opticien A.B.O et directeur général de Lenscrafters #671, et le Dr Dawne R. Griffith, D.O. avec le Dr Robert D. Forbes &Associates, pour leur aide précieuse dans la révision de cet article. L'optique et l'optométrie sont des sujets complexes qui dépassent le cadre de cet article. En présentant les principes de base de ces deux disciplines, J'ai simplifié un peu par souci de concision. Pour cela, je m'excuse. Toute erreur de fait ou de théorie est entièrement mienne. J'encourage les lecteurs intéressés à demander des conseils professionnels, car cet article est un bref aperçu et n'est pas destiné à servir de guide de diagnostic. Aussi, Je suis reconnaissant au magasin Lenscrafters #671 à Portland et à Joshua Boyd, technicien lentilles, pour vous aider à prendre les photos utilisées avec cet article.














