Compression d'un réseau anisotrope 3D. Compression du réseau isotrope 3D. La vitesse de lecture du film est 10X en avance rapide. Les tests de compression ont été effectués dans différentes directions. Crédit :Avancées scientifiques, doi:10.1126/sciadv.aav5790
L'impression tridimensionnelle (3D) ou la fabrication additive (AM) est une technique populaire qui a actuellement attiré une attention considérable en tant que méthode prometteuse pour révolutionner la conception et la fabrication. Les chercheurs ont étendu ses applications du prototypage rapide à l'ingénierie tissulaire, appareils électroniques, robotique douce et métamatériaux haute performance, mais la plupart des techniques d'impression 3D n'utilisent qu'un seul matériau pour imprimer des pièces ou former des composants en utilisant plusieurs propriétés discrètes avec des gradients mécaniques complexes qui ne peuvent pas être contrôlés de manière cohérente.
Relativement, la plupart des structures naturelles telles que les écailles de poisson et les tendons à l'os sont constituées d'une variété de matériaux aux propriétés nettement différentes qui fonctionnent ensemble. Comme alternative, Les matériaux gradués fonctionnellement (FGM) ont suscité un intérêt de recherche récent important pour améliorer la robustesse mécanique et la tolérance à l'écoulement des substrats. Cela permet une impression 3D FGM avec des propriétés d'impression largement réglables en un seul processus, qui a une importance croissante dans la science des matériaux.
Dans une étude récente, maintenant publié dans Avancées scientifiques , Xiao Kuang et ses collègues des départements interdisciplinaires de génie mécanique, La nanobiomécanique et la technologie de structure avancée en Chine et au Canada ont présenté une méthode d'impression 3D de traitement numérique en niveaux de gris (gDLP) à cuve unique. Dans le travail, ils ont utilisé des motifs lumineux en niveaux de gris et une encre à durcissement en deux étapes pour obtenir des matériaux à gradation fonctionnelle (FGM) avec une résolution élevée et des gradients mécaniques allant jusqu'à trois ordres de grandeur. Pour démontrer la méthode, ils ont développé des réseaux 2D et 3D complexes avec des séquences de flambement et de déformation contrôlées, métamatériaux avec un coefficient de Poisson négatif, modèles préchirurgicaux à rigidité variable, composites pour l'impression 4-D et une méthode pour lutter contre la contrefaçon d'impression 3-D.
Techniques d'impression 3D en un coup d'œil
Pour les applications d'impression 3D avancées, les chercheurs avaient démontré la méthode PolyJet avec plusieurs têtes d'impression à jet d'encre pour déposer simultanément différents matériaux sur le lit d'impression. Cependant, la méthode présentait certains inconvénients notables, notamment le coût élevé de l'équipement, exigences rigoureuses en matière de résine, des choix de matériaux limités et un mode d'impression multimatériaux de résolution relativement faible.
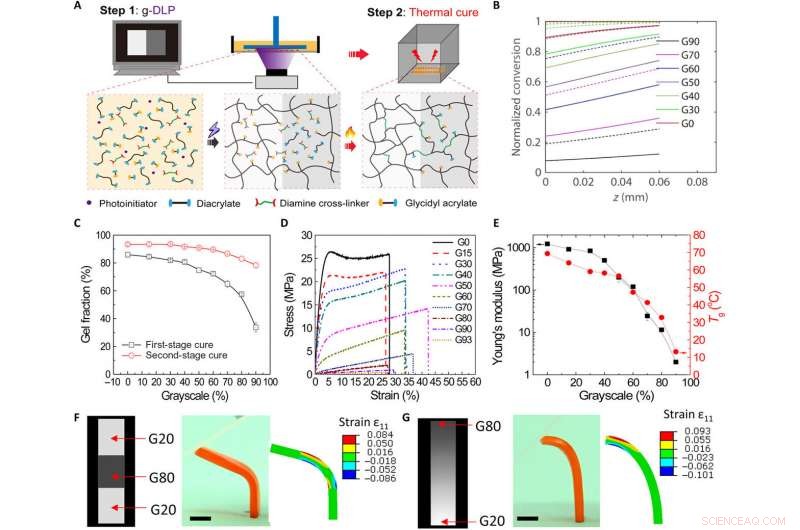
Impression 3D g-DLP de FGM via un durcissement en deux étapes. (A) Schémas montrant l'impression g-DLP de matériaux classés via un processus de durcissement en deux étapes. Une encre hybride a d'abord été utilisée pour l'impression 3D DLP, suivie d'un durcissement thermique de la pièce imprimée dans un four chauffant. (B) Conversion normalisée prédite du matériau durci sous différentes lumières en niveaux de gris avec une seule exposition (lignes pleines) et multiexposition (lignes pointillées) par le modèle en utilisant le temps d'exposition de 20 s et une épaisseur de durcissement de 60 m par couche. (C) Fraction de gel d'encre hybride après le durcissement de la première et de la deuxième étape. (D) Courbes contrainte-déformation en traction des matériaux imprimés utilisant différentes échelles de gris pendant l'impression (taille de l'échantillon,>3). (E) Module de Young et température de transition vitreuse des matériaux imprimés en fonction des niveaux de gris. (F et G) Conception, pièce d'impression sous pliage, et la simulation FEM correspondante des matériaux gradués activée par g-DLP en utilisant un gradient discret (F) et un motif en niveaux de gris à gradient continu (G). Barres d'échelle, 5 millimètres. Crédit :Avancées scientifiques, doi:10.1126/sciadv.aav5790
Les chercheurs ont donc suivi de nombreuses autres méthodes d'impression 3D, notamment la fabrication de filaments fusionnés et l'écriture directe à l'encre, bien que ces techniques n'aient pas été poursuivies plus avant en raison des taux d'impression lents. Lorsqu'ils ont utilisé le traitement numérique de la lumière (DLP) basé sur des dispositifs numériques à micromiroirs (DMD) comme moyen rapide, approche AM haute résolution, les résines polymères durcissaient brusquement et étaient trop rapides en comparaison. Alors que les méthodes du passé ont démontré une capacité limitée à fabriquer pratiquement des matériaux de qualité fonctionnelle avec des propriétés ajustables. Dans une technique plus récente, les scientifiques ont développé la production d'interface liquide continue (CLIP) comme une véritable percée pour offrir la technologie d'impression 3D la plus rapide proche du niveau de production ; également pertinent pour le présent travail.
Présentation du g-DLP (impression numérique en niveaux de gris) pour développer des matériaux numériques
Dans le travail present, Kuang et al. développé un nouveau, système d'encre hybride à durcissement en deux étapes dans une seule cuve pour obtenir une impression 3D avec traitement numérique de la lumière en niveaux de gris (g-DLP). Ils ont synthétisé l'encre hybride en utilisant du diacrylate de bisphénol A éthoxylé (BPADA), méthacrylate de glycidyle (GMA), un réticulant diamine, acrylate de n-butyle (BA), photoinitiateurs et photoabsorbeurs. Dans le montage expérimental, ils ont utilisé des réglages d'intensité lumineuse monochromatiques pour durcir la résine couche par couche, analogue à la technique CLIP.
Pour ça, ils ont utilisé une membrane perméable à l'oxygène pour séparer la section durcie de la fenêtre pour une impression plus rapide. Les scientifiques ont d'abord découpé la structure conçue en images correspondant à des couches d'impression individuelles, suivi du traitement de chaque image avec un code MATLAB pour générer la distribution en niveaux de gris contenant les propriétés souhaitées. Ils ont ensuite transmis les images des couches individuelles avec des motifs en niveaux de gris au projecteur UV pour impression.
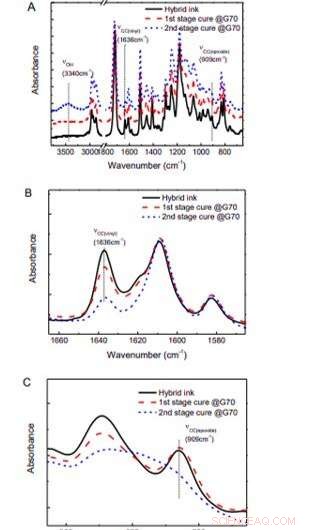
Spectres FTIR montrant le durcissement en deux étapes pour une impression pratique. (A) L'encre hybride utilisant une lumière G70 pour l'impression. (B) La zone agrandie montrant l'évolution de la double liaison pendant le durcissement en deux étapes. (C) La zone agrandie montrant l'évolution du groupe époxyde au cours de la cure en deux étapes. L'encre hybride a été durcie en formant un réseau par photopolymérisation. Le durcissement thermique suivant entraîne à la fois la diminution de la double liaison et du groupe époxyde. Le monomère résiduel et les fonctions pendantes, tels qu'une double liaison à terminaison terminale et un groupe époxyde pendant, serait en outre mis à réagir par le réticulant diamine pour former plus de liaisons. Crédit :Avancées scientifiques, doi:10.1126/sciadv.aav5790.
Au cours des expériences, ils ont induit une photopolymérisation radicalaire pour former le réseau polymère et la structure imprimée, et a montré que la densité et le module de réticulation du matériau diminuaient avec l'augmentation du pourcentage de niveaux de gris. Dans le travail, le monomère GMA et l'agent de réticulation diamine ont joué un rôle essentiel dans le processus de durcissement thermique et ont déterminé les effets de la photopolymérisation en niveaux de gris de l'encre hybride.
Kuang et al. ont montré la dépendance non linéaire de la méthode à l'intensité lumineuse et développé des modèles de cinétique de réaction pour examiner la conservation de la lumière en fonction du temps. Les scientifiques ont empêché la réduction de la résolution basée sur les fuites de lumière dans la configuration en ajustant le logiciel à l'aide d'un système optique avec un grossissement plus faible, ou via une teneur accrue en photoabsorbant pour améliorer la résolution des documents imprimés.
Ils ont suivi l'évolution de la structure chimique pendant la photocuration avec la spectroscopie infrarouge à transformée de Fourier (FTIR) et testé les propriétés mécaniques et thermomécaniques des matériaux. Kuang et al. inclus des tests sur le module de Young et la température de transition vitreuse (Tg) en fonction du pourcentage de niveaux de gris pour caractériser le nouveau matériau. Étant donné que la méthode offrait la possibilité de créer des matériaux numériques en contrôlant les niveaux de gris, les scientifiques ont suivi les expériences initiales en imprimant des échantillons de géométrie simple avec des propriétés graduées.
Ils ont également utilisé des simulations de modélisation par éléments finis (FEM) pour prédire les propriétés graduées et les taux de déformation des architectures afin de permettre un modèle de gradient continu. Cela a permis à Kuang et al. pour fabriquer un matériau à gradation continue qui se plie avec une courbure changeant continuellement lors de l'application d'une charge ponctuelle. Les scientifiques ont montré que les résultats expérimentaux concordaient avec la simulation sur le comportement de flexion en un seul point.
Compression du métamatériau en treillis 2D. La vitesse de lecture du film est 5X en avance rapide. La simulation FEM prédit bien les résultats expérimentaux. Crédit :Avancées scientifiques, doi:10.1126/sciadv.aav5790. 
Les scientifiques ont ensuite utilisé le g-DLP pour explorer la conception et la fabrication de structures en treillis et cellulaires dans l'étude. Pour cela, ils ont d'abord imprimé une matrice d'architecture en réseau 2D avec un motif en niveaux de gris d'une région triangulaire et un espace vide en dessous. Lors des études de compression, la déformation ne s'est produite que dans la région triangulaire avec un matériau mou, où l'espace sous la bande triangulaire ne s'est pas déformé pour fournir un bouclier qui protégeait tout matériau sous cette région. Les scientifiques ont montré qu'un tel flambage contrôlé pouvait améliorer la capacité d'absorption d'énergie - vérifiée à l'aide de la chute de contrainte stable dans la courbe contrainte-déformation qui l'accompagne. Comme avant, la simulation FEM a prédit avec précision les résultats expérimentaux.
Kuang et al. puis conçu une architecture en treillis 3D, où ils ont attribué à chaque couche une valeur de niveaux de gris différente pour obtenir un résultat propre, treillis imprimé à haute résolution. L'architecture du réseau 3D a montré un comportement de déformation séquentielle - avec des applications en absorption d'énergie. Les scientifiques peuvent exploiter les propriétés des matériaux gradués de la technique d'impression g-DLP pour fabriquer des modèles pré-chirurgicaux.
Par exemple, en utilisant la méthode, ils ont imprimé des structures ressemblant à des tissus avec un mimétisme bio-inspiré pour créer de l'os (avec des niveaux de gris G
À GAUCHE :Applications de composites imprimés en g-DLP pour les composants SMP séquentiels et l'impression 4D. (A) Concevoir et imprimer une partie d'un composant SMP hélicoïdal avec un niveau de gris croissant sur la charnière de G20 à G80. (B) Instantané montrant le processus de récupération de forme séquentielle du composant SMP hélicoïdal avec des matériaux de charnière gradués dans de l'eau chaude (~ 60 ° C). (C) Concevoir et imprimer une partie d'un SMP séquentiel en tant que bras artificiel. (D et E) Instantané montrant la récupération séquentielle de la forme d'un seul bras artificiel (D) et de bras artificiels pour la robotique douce permettant de soulever un bâton (E) à l'aide d'un pistolet thermique. (F) Schéma d'un film à changement de forme par étirage à froid de composites renforcés de fibres de stratifié imprimé avec un processus de distribution et de récupération asymétrique des fibres. (G) Images de la bande imprimée avec 0° d'orientation des fibres :forme originale et formes de flexion par contrainte d'étirement appliquée à température ambiante. Barres d'échelle, 1cm. Crédit photo :Xiao Kuang, Géorgie Tech. DROITE :Chiffrement via la coloration assistée par diffusion pour les matériaux classés. (A) Les films durcis en deux étapes activés par un motif en niveaux de gris à gradient continu (à l'intérieur de G80 à l'extérieur de G0) sur tout le rayon ont été immergés dans une solution de fluorescéine (B) ou de colorant (C) suivi d'un lavage et d'un séchage pour visualiser le motif en niveaux de gris par UV lumière et lumière visible, respectivement. (D) Cinétique de coloration du film en (A) en analysant la valeur rouge (couleur RVB) des images. (E) Films durcis en deux étapes utilisant la conception d'un motif de cercle concentrique en niveaux de gris à gradient discret décalé (G80 et G0). Les échantillons en (E) ont été colorés en utilisant une solution de colorant cyan et la valeur rouge correspondante de l'image à travers l'échantillon (F) ainsi que la solution de fluorescéine et la valeur verte de l'image à travers la section (G). (H) Conception d'un motif en niveaux de gris pour le code QR et des images correspondantes du motif coloré à l'aide de fluorescéine sous lumière UV. (I) Conception d'un motif en niveaux de gris pour une carte de visite colorée avec une solution de colorant noir. Barres d'échelle, 5 millimètres. Crédit photo :Xiao Kuang, Géorgie Tech. Crédit :Avancées scientifiques, doi:10.1126/sciadv.aav5790. 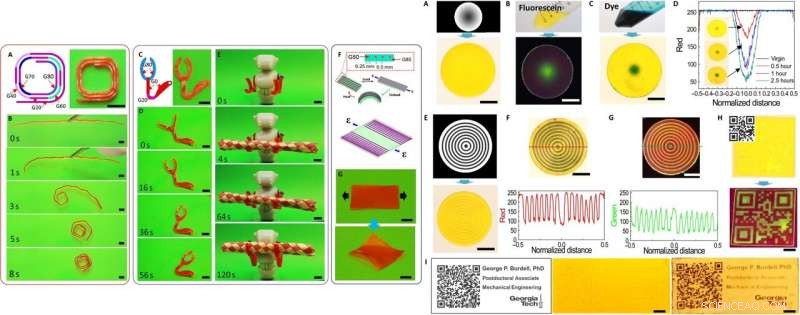
Le matériau imprimé g-DLP peut être programmé ou réglé sur une plage de températures (T
Étant donné que les matériaux classés avaient différents modules et T
De cette façon, Kuang et al. a développé une technique d'impression 3-D g-DLP via un durcissement en deux étapes pour obtenir une fabrication numérique haute résolution avec des formes complexes et des gradients fonctionnels programmables. Les scientifiques visent à optimiser les constituants du matériau pour des applications d'impression supplémentaires. Ils ont pu développer directement des réseaux complexes 2-D/3-D, métamatériaux, Impression 4D avec des polymères à mémoire de forme et production de techniques anti-contrefaçon intégrées au matériau 3D lui-même. Les scientifiques visent à améliorer encore la nouvelle méthode g-DLP pour concevoir des matériaux pour de futures applications, y compris les métamatériaux d'impression 4-D, modèles préchirurgicaux biomimétiques, la robotique douce et la fabrication additive avec une cybersécurité enracinée.
© 2019 Réseau Science X