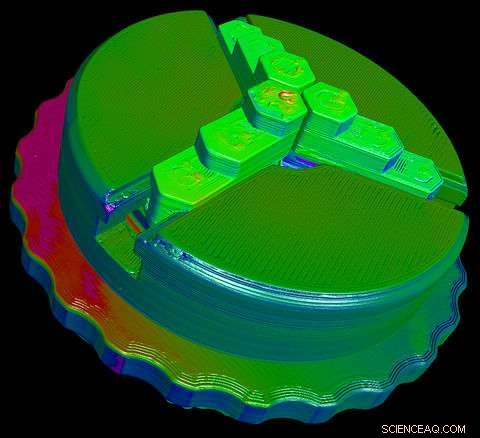
Image CT d'un mandrin d'environ 80 mm de diamètre. Crédit :Avec l'aimable autorisation de North Star Imaging
Il arrive souvent qu'une nouvelle capacité industrielle précieuse s'accompagne d'un tout nouvel ensemble de défis pour la science de la mesure - et donc, inévitablement, pour le NIST.
Un exemple actuel est la croissance en plein essor de la fabrication additive (FA) - l'équivalent industriel de l'impression 3D dans laquelle des structures complexes sont construites par l'ajout successif de couches, au lieu soit de les assembler à partir de composants séparés, soit de partir d'un bloc solide de matière dont la matière est successivement retirée, utilisant parfois plusieurs outils d'usinage, pour produire la pièce finale.
La FA est déjà utilisée pour fabriquer une large gamme de dispositifs allant des implants médicaux aux composants électroniques multi-matériaux, conduits de fluide de précision, constituants de la lampe, connecteurs de fibre optique, et plus. Mais la méthode pose des problèmes pour la détection des défauts et le contrôle qualité :les dimensions exactes et l'ajustement des caractéristiques internes d'un appareil ne peuvent pas être facilement évalués sans détruire l'appareil.
Par conséquent, de nombreux fabricants se sont tournés vers une technologie appelée tomodensitométrie (CT) à rayons X, longtemps utilisé en imagerie médicale mais de plus en plus utilisé au cours des 15 dernières années pour examiner les caractéristiques dimensionnelles des produits commerciaux. Maintenant, cependant, il existe très peu de normes acceptées pour évaluer les performances d'un instrument de tomodensitométrie ou vérifier l'exactitude de ses images.
C'est pourquoi le NIST a conclu un accord de recherche et de développement coopératif (CRADA) avec North Star Imaging (NSI) du Minnesota, un fabricant de systèmes numériques industriels de radiographie et de tomodensitométrie, qui a prêté une unité CT au NIST pour la durée de trois ans du CRADA. Pendant ce temps, Les chercheurs du NIST peuvent utiliser le système CT pour tester les mesures d'artefacts de référence candidats qui pourraient éventuellement être utilisés dans des tests et un étalonnage standardisés; à la fois, le système NSI peut être caractérisé par des procédures rigoureuses au laboratoire national de normalisation.

Artefact NIST fait sur mesure pour fournir une référence dimensionnelle pour les images CT. Crédit : Institut national des normes et de la technologie
"À l'heure actuelle, nous sommes principalement impliqués dans le développement d'artefacts de référence très bien décrits, ", explique la scientifique du projet Meghan Shilling du laboratoire de mesure physique du NIST. "Nous prenons un artefact conçu pour évaluer les performances d'un système CT et le mesurons à l'aide de nos machines de mesure des coordonnées à sonde tactile, qui ont une précision de mesure extrêmement bien établie.
"Ensuite, nous avons mis les artefacts dans le système CT, les mesurer, et voyez comment les données se comparent. Une personne dans notre équipe, qui fait partie du laboratoire d'ingénierie du NIST, réalise des structures d'essais métalliques par fabrication additive, dans lequel il laisse intentionnellement des vides, qui peut également être imagé à l'aide du système CT. À la fois, nous travaillons également à la caractérisation de la machine de North Star, en leur donnant des commentaires techniques qui peuvent aider à améliorer la conception de leur système."
"Le CRADA a été extrêmement précieux pour NSI dans la caractérisation du système à utiliser dans le raffinement et l'amélioration de nos conceptions de système CT, " dit Tucker Behrns, Responsable Ingénierie chez NSI. « Nous avons pu recueillir une mine d'informations en travaillant aux côtés de l'équipe du NIST tout en obtenant des commentaires impartiaux en mettant l'accent sur les implications métrologiques. Les connaissances et les compétences uniques en matière de mesure auxquelles nous avons accès grâce à cet accord nous ont permis d'acquérir une grande approfondi dans notre compréhension des aspects critiques du fonctionnement et des performances de la machine."
Un objectif simultané est d'aider à l'élaboration de normes d'évaluation du rendement qui peuvent être promulguées dans le monde entier. « Le NIST et le NSI sont tous deux actifs dans des organismes de normalisation, y compris l'Organisation internationale de normalisation (ISO) et l'American Society of Mechanical Engineers, " dit Shilling.
« Les deux sont en train d'élaborer des normes pour spécifier les systèmes CT. Le seul document d'évaluation des performances qui existe actuellement pour la métrologie dimensionnelle CT est une directive allemande, et l'équipe qui a élaboré la ligne directrice est également impliquée dans la rédaction de la norme ISO. Finalement, nous espérons également être en mesure de diffuser les meilleures pratiques et les leçons apprises sur les techniques et les artefacts. »

Intérieur de l'appareil d'imagerie CT NSI. La source de rayons X est à droite. La plaque au centre est l'endroit où l'échantillon est monté. L'écran du détecteur (non représenté) se trouve à l'extrême gauche de l'enceinte. Crédit : Institut national des normes et de la technologie
CT fonctionne en projetant des rayons X d'énergies appropriées à travers un objet à des angles variant successivement. Différents types de matériaux absorbent ou diffusent plus ou moins de rayons X; ainsi mesurer les rayons X transmis à travers un objet multi-fonctions à différents angles révèle sa structure interne. Dans une tomodensitométrie médicale typique, une source de rayons X tourne en continu autour du corps, construire des images 2D ou 3D qui révèlent des problèmes circulatoires, tumeurs, irrégularités osseuses, calculs rénaux et vésicaux, blessures à la tête et de nombreuses autres conditions.
La tomodensitométrie à rayons X pour objets manufacturés utilise exactement les mêmes principes. Dans l'instrument NSI du NIST, un échantillon/objet à tester est placé sur une platine entre la source de rayons X et une plaque de détection. L'échantillon tourne dans une série de petits incréments angulaires autour de son axe vertical, et le faisceau de rayons X le traverse, prenant une trame de données à chaque position. Chaque mesure produit une seule tranche 2D. Un logiciel informatique intègre toutes les tranches et construit une image 3D.
Cependant, il existe de nombreux facteurs de complication. Pour une chose, les échantillons peuvent contenir à la fois des parties en polymère souple et de multiples sections métalliques dures déposées dans des couches de poudres fondues ou frittées. Chaque type de matériau a un coefficient d'atténuation inhérent (la facilité avec laquelle les rayons X traversent le matériau), qui dépend de la composition et de la densité du matériau ainsi que du spectre d'énergie de la source de rayons X. Le NIST fournit des tableaux de coefficients d'atténuation de masse des rayons X pour les éléments avec des numéros atomiques de 1 à 92 pour des énergies de rayons X spécifiques. Mais le calcul du coefficient d'atténuation pour les composés multi-éléments, comme les plastiques combinés avec du métal, en utilisant un spectre d'énergie de rayons X, est un défi.
"Nous sommes capables de faire varier la tension et le courant dans la source de rayons X, " Shilling dit, "Et nous pouvons placer divers filtres devant le faisceau pour ajuster le spectre de rayons X qui se propage sur l'objet de test cible. Le système est donc très capable de mesurer des matériaux allant du plastique à l'acier." En fonction des besoins du client et du degré de détail recherché, un cycle de mesure peut aller d'une demi-heure à quatre heures ou plus.
Mais comment évaluer objectivement la précision de ces images ? Et quelles sont les manières optimales de mesurer différents matériaux et configurations ? Les réponses émergent lentement de dizaines d'essais, et "développer les bons réglages est un peu un art, " Shilling dit. En plus d'ajuster la tension et le courant dans le faisceau de rayons X et le matériau du filtre, à la fois la distance entre la source de rayons X et l'échantillon, et l'échantillon et le détecteur, peut être ajusté pour obtenir divers effets.
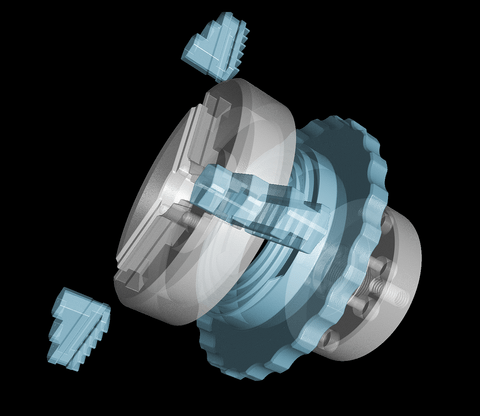
Image CT des pièces de l'outil. Crédit :Avec l'aimable autorisation de North Star Imaging
À la fois, Shilling et ses collègues étudient également les aspects de l'instrument qui pourraient potentiellement conduire à des erreurs de mesure. "Par exemple, " elle dit, "lorsque l'axe vertical de la table rotative tourne, nous voulons voir de combien l'échantillon peut se déplacer dans d'autres directions, de haut en bas ou d'un côté à l'autre. Cela peut affecter la qualité des résultats. Ce que nous avons fait le plus récemment, c'est de caractériser ces mouvements sur les axes les plus importants de la machine."
Cet effort nécessite des jauges capacitives sensibles et des interféromètres laser capables de détecter des changements de position extrêmement minimes. Ces mesures et d'autres se poursuivront encore pendant environ un an selon les termes du CRADA.
« À l'INS, " Behrns dit, « nous avons constaté une augmentation substantielle de l'utilisation de la fabrication additive pour les composants de production sur la plupart des principaux marchés que nous desservons. Alors que nos clients continuent d'étendre l'application de cette technologie, nous pensons que la tomodensitométrie jouera un rôle crucial dans l'identification et la mesure des structures internes, ce qui n'est pas possible avec les méthodes traditionnelles. Travailler avec le NIST nous a permis d'accélérer l'avancement de la technologie de mesure CT afin que nous puissions continuer à améliorer notre capacité à servir ce marché en pleine expansion."