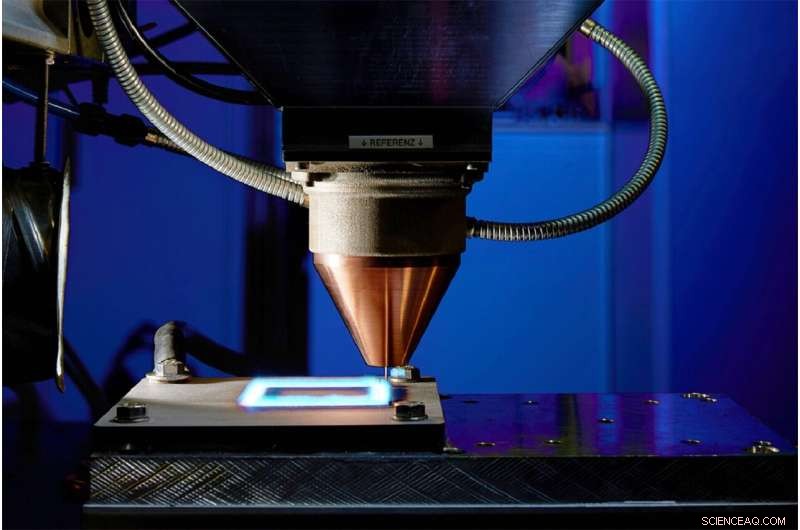
Le nouveau procédé de fabrication additive hybride COLLAR repose sur une combinaison de dépôt à l'arc et au laser. Crédit :Volker Lannert
Un exemple de technologie hybride dans sa forme la plus pure a été développé et construit par le Fraunhofer ILT pour le projet de recherche DVS KoaxHybrid. À Aix-la-Chapelle, les ingénieurs de l'institut ont développé un nouveau système optique avec des substrats en verre et une torche à arc qui associe le soudage au gaz de protection métallique (MSG) et le dépôt de matériau au laser avec un faisceau annulaire, créant ainsi un tout nouveau procédé. Les personnes intéressées peuvent découvrir comment le procédé COLLAR Hybrid peut être utilisé pour augmenter la vitesse de soudage et le taux de dépôt dans l'impression 3D métallique lors d'un congrès spécialisé organisé par DVS—Deutscher Verband für Schweißen und verwandte Verfahren e. V. du 19 au 21 septembre à Coblence.
Le nouveau procédé combine le meilleur des deux mondes :deux procédés additifs différents avec un matériau d'apport en forme de fil. Nous parlons de fabrication additive à arc filaire (WAAM) et de dépôt de matériau par laser filaire (WLMD). Les deux procédés présentent des avantages et des inconvénients liés au système :par rapport au WAAM, le WLMD est coûteux, a de faibles taux de dépôt, mais se caractérise par un faible apport de chaleur et une accumulation précise de la couche exactement à l'endroit souhaité. Pour cette raison, il est particulièrement demandé dans l'industrie aérospatiale. Si un taux d'application plus élevé est requis, WAAM est le meilleur choix, car les surfaces réalisables sont plus ondulées et l'accumulation de couches est nettement plus grossière.
En assemblage, la combinaison du soudage par faisceau laser et du soudage à l'arc sous gaz est établie sous le nom de soudage hybride LB-GMA. Cependant, ce processus latéral dépend de la direction et ne convient que dans une mesure limitée pour joindre des coutures tridimensionnelles
Lorsque les processus sont combinés coaxialement, le taux de dépôt peut être augmenté jusqu'à 150 %, de sorte que le nouveau processus d'impression 3D indépendant de la direction peut également être utilisé pour les grands composants. "Parce que l'ondulation de la surface diminue, la quantité de post-traitement nécessaire est considérablement réduite par rapport au processus WAAM", explique Max Fabian Steiner, chercheur associé au Fraunhofer ILT.
Les processus combinés garantissent des effets de synergie
La fabrication additive à l'arc à fil est un processus établi et robuste, car non seulement la technologie système nécessaire peut être acquise à peu de frais, mais la plupart des matériaux métalliques peuvent être traités avec elle. Steiner explique ses inconvénients :"l'arc ne peut pas être focalisé aussi précisément qu'un faisceau laser. Il ne peut pas être utilisé pour produire des pistes aussi fines et précises qu'avec un laser."
Avec sa collègue de l'institut Jana Kelbassa, Steiner a développé et construit - comme contre-mesure - un système optique spécial refroidi à l'eau avec des substrats en verre et une torche à arc refroidie à l'eau pour le soudage et la fabrication additive à haute puissance. Dans le nouveau système optique, les deux sources d'énergie sont superposées et les forces des deux processus individuels sont avantageusement combinées.
Dans le procédé hybride, l'arc entre l'extrémité du fil et le substrat est entouré par le rayonnement laser annulaire, comme par un collier. L'idée derrière cette combinaison est que l'arc ne peut pas sortir de ce collier et est guidé de force. Le nouveau procédé doit son nom, COLLAR Hybrid, à ce "guidage forcé", où l'acronyme COLLAR fait référence à l'arc laser coaxial commun aux deux procédés.
Alors que Fraunhofer ILT utilise la nouvelle technologie du système pour développer davantage l'impression 3D métallique avec faisceau laser de forme annulaire et technologie d'arc, l'Institut universitaire de soudage et d'assemblage (ISF) RWTH d'Aix-la-Chapelle l'utilise pour développer le soudage hybride indépendant de la direction avec focalisation annulaire et alimentation en fil coaxial. Les deux cas d'utilisation font partie du projet de recherche DVS KoaxHybrid.
Convient pour les assemblages non linéaires
Mais ce n'est pas seulement la vitesse de soudage plus élevée - augmentée d'environ 100 % par rapport au soudage à l'arc selon les premiers tests - qui distingue le nouveau procédé hybride. "Lorsqu'il s'agit de cordons de soudure qui ne sont pas seulement linéaires, cela devient difficile", déclare Steiner. "A chaque coin ou courbe, la configuration conventionnelle devrait être tournée, ce qui entraîne beaucoup d'efforts dans la programmation des chemins." Une alternative est le procédé COLLAR, dont l'optique permet de souder dans toutes les directions. De plus, cela promet un autre effet positif :"Nous nous attendons à ce que de nouvelles préparations de soudure moins complexes chez les partenaires d'assemblage soient suffisantes pour les tôles épaisses en raison de l'arc guidé."
L'arc et le laser se partagent le travail
Si des structures très fines et grossières sont nécessaires, les proportions des processus peuvent être variées. Avec un procédé laser pur ou majoritaire (arc totalement éteint ou à faible puissance), les zones difficiles et les structures fines peuvent être déposées; avec un procédé à arc majoritaire, les structures plus grossières, telles que les nervures larges ou les zones à taux de dépôt élevés, peuvent être déposées beaucoup plus rapidement, de manière plus rentable et avec un apport d'énergie inférieur.
Des stratégies de construction similaires se prêtent également à des matériaux tels que l'aluminium ou le cuivre, qui nécessitent généralement des sources de faisceau beaucoup plus coûteuses avec une lumière laser bleue ou verte. "Par exemple, j'utilise l'arc pour briser la couche d'oxyde d'aluminium, qui a une température de fusion de 2 200°C", explique Steiner. "Mais la couche d'aluminium en dessous n'a qu'une température de fusion de 660°C, que je peux ensuite souder ou usiner avec une puissance combinée globalement inférieure." Ensemble de soudage laser pour révolutionner la construction métallique