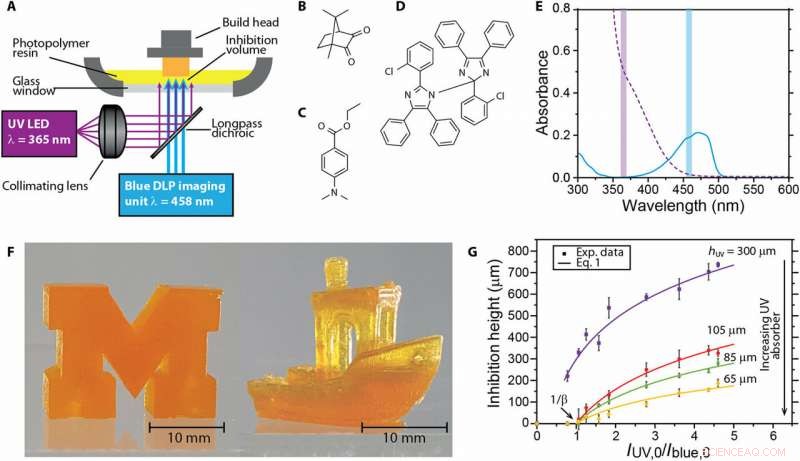
(A) Configuration optique pour SLA bicolore par photopolymérisation et photoinhibition simultanées. L'UV proche (365 nm) est superposé à un motif bleu (458 nm) avec un miroir dichroïque et projeté à travers une fenêtre transparente dans une cuve en résine photopolymérisable. Structures de (B) photoinitiateur CQ, (C) co-initiateur EDAB, et (D) photo-inhibiteur o-Cl-HABI. (E) Spectres UV-visible de CQ (ligne bleue continue) et o-Cl-HABI (ligne violette en pointillés) dans le tétrahydrofurane (THF). Les longueurs d'onde UV et bleue utilisées par le système AM bicolore sont mises en évidence par les barres verticales violettes et bleues, respectivement. (F) Bloc solide M (à gauche) et remorqueur [modèle détaillé en (31)] (à droite) imprimés en utilisant le système de stéréolithographie photopolymérisation/photoinhibition bicolore à 500 et 375 mm/heure, respectivement. (G) L'épaisseur du volume d'inhibition de la polymérisation est affectée par les rapports d'intensité variables des longueurs d'onde d'irradiation incidentes (IUV, 0/Ibleu, 0) et l'absorbance de la résine (hUV). Crédit: Avancées scientifiques , doi:10.1126/sciadv.aau8723
Impression tridimensionnelle (3D), également connu sous le nom de fabrication additive (AM), peut transformer un matériau couche par couche pour construire un objet d'intérêt. L'impression 3D n'est pas un nouveau concept, puisque les imprimantes stéréolithographiques existent depuis les années 1980. La disponibilité généralisée et la rentabilité de la technologie ont permis une variété d'applications modernes en génie biomédical.
Le processus contemporain de fabrication additive par couche est néanmoins lent et a un impact sur le taux de fabrication d'objets pour les objets avec des surfaces striées. L'impression stéréolithographique continue peut dépasser les limites en augmentant les vitesses d'impression pour générer des objets avec des surfaces lisses. Maintenant en train d'écrire Avancées scientifiques , Martin P. de Bière, Harry L. van der Laan et ses collègues démontrent une nouvelle méthode de fabrication additive stéréolithographique (SLA) rapide et continue en un seul coup en interfaçant la matière première avec deux longueurs d'onde de lumière.
Les scientifiques des matériaux ont développé une méthode utilisant deux sources de lumière; une pour solidifier la résine et une autre lumière ultraviolette pour empêcher le durcissement de la résine sur la fenêtre du dispositif pendant la fabrication de l'objet. Une zone sans solidification indésirable (volumes d'inhibition) a permis une utilisation efficace des résines et a boosté la vitesse d'impression 3D en une seule exposition, contrairement à la couche-sage, fabrication conventionnelle. Une variété de matériaux, y compris les thermoplastiques, des résines polymères et des poudres inorganiques ont été utilisées comme supports pour la fabrication additive (AM), avec une variété de méthodes, y compris l'extrusion de matériaux, à la fusion sur lit de poudre et au jet de liant. En particulier, La stéréolithographie AM (SLA) était intéressante dans l'étude car elle est basée sur une source d'éclairage à motifs pour traiter des sections transversales d'une géométrie souhaitée.
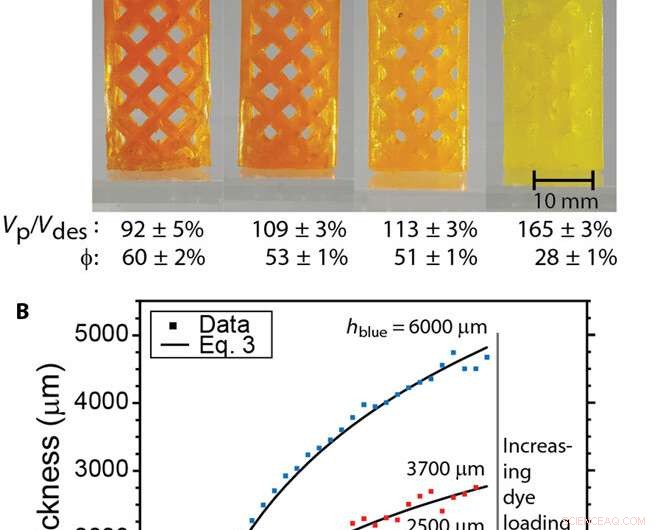
Rapide, AM continue avec photoinitiation et photoinhibition bicolores. (A) Modèles Argyle imprimés par photoinhibition pour permettre une impression continue, avec le pourcentage de vide (φ) et le volume de la pièce imprimée (Vp) par rapport à la pièce conçue (Vdes) indiqués sous chaque pièce. Le vide conçu était =57%. (B) Épaisseur durcie par rapport au dosage de lumière bleue pour quatre formulations de résine à base d'acrylate préparées avec différentes charges de colorant absorbant le bleu (Epolight 5675). (C) Vitesses d'impression verticales maximales réalisables pour différentes hauteurs d'absorption du bleu. Toute l'impression a été faite avec Iblue, 0 de 110 mW/cm2 et IUV, 0 de 130 mW/cm2, avec un hUV de 125 µm. Crédit: Avancées scientifiques , doi:10.1126/sciadv.aau8723
Dans l'étude, de Beer et Laan et al. développé un système de FA qui pouvait imprimer en continu, à des vitesses linéaires relativement élevées pour former des structures 3-D en une seule exposition. La configuration expérimentale comprenait une tête de construction tirée vers le haut à partir d'une résine photopolymérisable et deux sources d'éclairage avec des optiques fonctionnant à différentes longueurs d'onde (365 nm et 458 nm). Dans le montage expérimental, l'éclairage à motifs a traversé une fenêtre en verre transparent par le bas et a initié la polymérisation de la résine.
L'éclairage avec une seconde longueur d'onde a inhibé le processus de polymérisation immédiatement adjacent à la fenêtre en verre pour permettre un fonctionnement continu en éliminant l'adhérence du polymère au verre. De Beer et al. atteint des vitesses d'impression allant jusqu'à deux mètres par heure en utilisant un processus compatible pour une variété de résines, y compris les acrylates, méthacrylates et éthers vinyliques. En faisant varier l'intensité de la lumière par pixel, le système pourrait également effectuer une structuration de la surface du matériau en une seule exposition de la couche, sans traduire la scène.
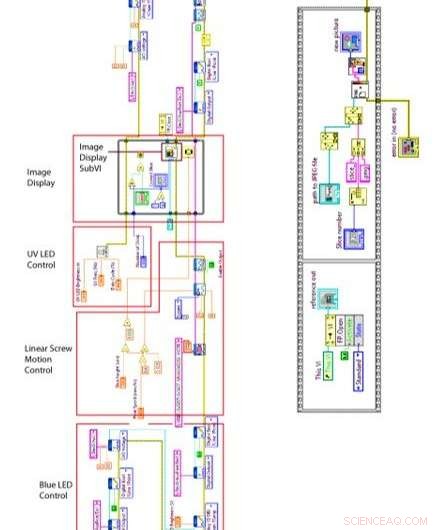
Diagramme du VI LabVIEW 2014. (A) Le schéma fonctionnel utilisé pour l'impression continue. Les drivers LED bleu et UV, générateur de signal, et la génération d'images ont été contrôlées à l'aide de ce VI pendant l'impression. (B) Le sous-VI d'affichage d'image pour la projection d'images. Crédit: Avancées scientifiques , doi:10.1126/sciadv.aau8723
Une caractéristique unique des expériences développées par de Beer et al., était la réalisation de motifs volumétriques à l'aide d'un système multicolore pour l'initiation et l'inhibition de la polymérisation photochimique. Pour les résines photopolymérisables, les scientifiques ont utilisé la camphorquinone (CQ) et l'éthyl-4(diméthylamino)benzoate (EDAB) comme photoinitiateur visible et co-initiateur. Pour le photo-inhibiteur, ils ont utilisé du bis[2-(o-chlorophényl)-4, 5-diphénylimidazole] (o-Cl-HABI).
Dans le processus, polymérisation photochimiquement activée à une longueur d'onde, tandis qu'une seconde longueur d'onde a inhibé cette réaction après avoir formé la géométrie souhaitée. Pour contrôler l'épaisseur du volume d'inhibition de polymérisation adjacent à la fenêtre du dispositif, les scientifiques ont fait varier le rapport des intensités lumineuses des deux sources d'éclairage à l'aide du logiciel LabVIEW personnalisé. Intentionnellement, la polymérisation pourrait donc se produire en continu au-dessus de la zone d'impression de l'objet, en évitant l'adhérence délétère des vitres.

Photoinitiation sélective en longueur d'onde et photoinhibition des radicaux libres, photopolymérisation en chaîne. Les monomères examinés comprennent (A) le diacrylate d'éthoxylate de bisphénol A (BPAEDA ; n =4), (B) le diméthacrylate de triéthylène glycol (TEGDMA), (C) diméthacrylate de glycérolate de bisphénol A (bisGMA), (D) l'éther divinylique de triéthylène glycol (TEGDVE), et (E) le N-(n-propyl)maléimide (NPM). Conversion des alcènes en fonction du temps pour les formulations de résines (F) BPAEDA, (G) bisGMA/TEGDMA, et (H) TEGDVE/NPM (conversions d'éther vinylique et de maléimide indiquées par des lignes pleines et en pointillés, respectivement) sous irradiation continue avec exclusivement 470 nm @ 100 mW/cm2 (ligne noire, carrés), 470 nm à 100 mW/cm2 et 365 nm à 30 mW/cm2, (ligne rouge, cercles), et 365 nm @ 30 mW/cm2 (ligne bleue, diamants). Crédit: Avancées scientifiques , doi:10.1126/sciadv.aau8723
Les scientifiques ont utilisé DesignSpark Mechanical 2.0 ou Autodesk Fusion 360 pour concevoir des modèles pour l'impression 3D et les ont exportés sous forme de fichiers STL (format de fichier créé dans les systèmes 3D). Pour créer des tranches d'image à partir des fichiers STL, ils ont utilisé la fonction de découpage dans Autodesk Netfabb 2017. Pendant l'impression, ils ont affiché les tranches d'image simultanément tout en déplaçant la tête de construction à l'aide du VI LabVIEW. La vitesse d'impression maximale pour la vitesse continue et l'impression continue dépend de l'intensité de la longueur d'onde d'initiation et d'inhibition et de la quantité d'énergie nécessaire pour durcir la résine, tel qu'il ressort de l'étude. Comme preuve de principe, de Beer et al. pièces imprimées à des vitesses d'environ 2 m/heure pour créer des structures en losanges. Après, les scientifiques ont rincé les pièces imprimées dans de l'isopropanol pour éliminer la résine non durcie.
Pour caractériser les produits 3-D, de Beer et al, utilisé un pycnomètre à gaz pour mesurer le volume des pièces imprimées en 3D. Lors des expérimentations, les scientifiques ont placé une masse d'échantillon dans une cellule d'échantillon cylindrique, qui a ensuite été mis sous pression avec de l'hélium gazeux. Puis en relâchant la pression, ils ont pu augmenter le volume d'hélium gazeux, qui s'est converti en volume de l'échantillon. Les scientifiques ont également mené des expériences pour déterminer la fraction de gel d'échantillons préparés par impression 3D rapide et continue.
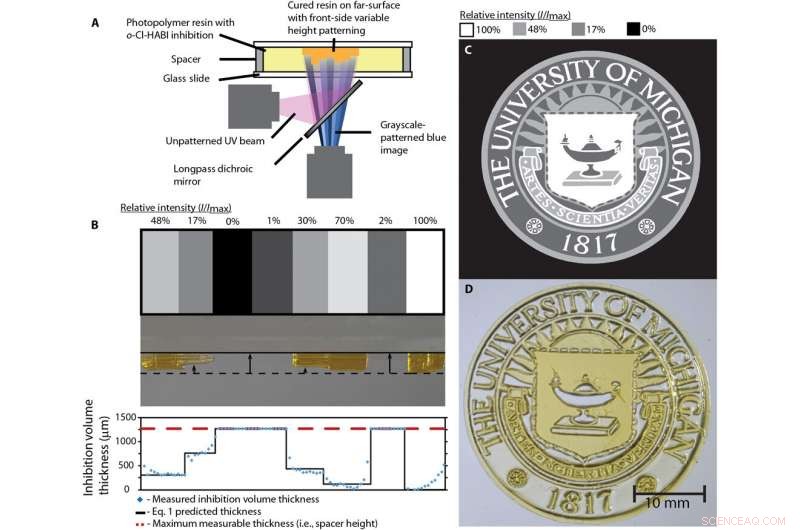
La photoinitiation et la photoinhibition bicolores permettent de contrôler, la structuration de la surface lointaine de structures 3D complexes. (A) Configuration utilisée pour l'impression à motifs d'intensité. (B) L'utilisation d'images à intensité variable permet un ajustement au niveau des pixels de l'IUV, 0/Ibleu, 0, produire une variation de la hauteur d'inhibition et, donc, topographie de la partie imprimée. (C) Image d'intensité à quatre niveaux du sceau de l'Université du Michigan. (D) Pièce d'épaisseur variable produite par une seule exposition à motifs d'intensité. Crédit: Avancées scientifiques , doi:10.1126/sciadv.aau8723
Dans le système de fabrication, de Beer et al ont contrôlé la profondeur à laquelle la lumière a pénétré et ont finalement durci la résine en contrôlant l'absorbance bleue de la résine, qui a été dérivé dans l'étude. Le processus de photoinitiation et de photoinhibition décrit dans l'étude était transférable à une variété de classes de monomères pour une utilisation dans la configuration. Les techniques et les résultats observés dans l'étude sont actuellement inaccessibles avec les méthodes contemporaines. Des études antérieures n'ont pu atteindre une irradiation bicolore que pour la photolithographie par sous-diffraction et à écriture directe en utilisant différents systèmes de photoinitiateurs et d'inhibiteurs, à ceux détaillés actuellement.
En outre, de Beer et Laan ont utilisé une irradiation à intensité variable pour produire des matériaux durcis avec des caractéristiques topographiques de surface complexes en une seule étape. Cela a permis une génération rapide de produits personnalisés, tout en éliminant les étapes multiples et chronophages généralement utilisées en microfabrication. De cette façon, l'application de systèmes à plusieurs longueurs d'onde au SLA démontrée dans l'étude constitue une nouvelle direction dans la fabrication additive assistée par la lumière. En plus du contrôle de polymérisation volumétrique détaillé dans le contexte, les scientifiques envisagent que le système bicolore puisse permettre la fabrication rapide de pièces avec des variations localisées de matériaux et de propriétés chimiques en une seule étape.
© 2019 Réseau Science X