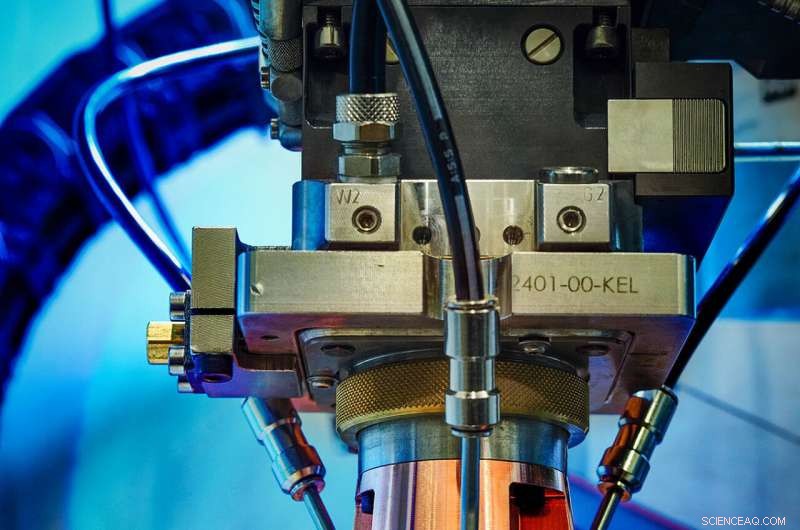
Revêtement d'un disque de frein avec le procédé EHLA. Crédit :Fraunhofer ILT, Aix-la-Chapelle, Allemagne / Volker Lannert
Plus que beaucoup d'autres pièces automobiles, les disques de frein sont soumis à des sollicitations mécaniques répétées. En raison de cette abrasion continue, ils produisent de fines particules, qui représentent une charge environnementale importante. Maintenant, cependant, un nouveau procédé de revêtement développé par l'institut Fraunhofer pour la technologie laser ILT et l'université RWTH d'Aix-la-Chapelle peut réduire considérablement cet impact. En utilisant le « dépôt de matériau laser à grande vitesse extrême », connu sous son acronyme allemand EHLA, il s'est avéré possible de fournir aux disques de frein une protection efficace contre l'usure et la corrosion dans un procédé à la fois rapide et économique.
Les disques de frein traditionnels sont en fonte grise contenant des phases de graphite lamellaire. La vertu de ce matériau réside dans sa bonne conductivité thermique et sa capacité thermique élevée, le tout pour un prix relativement bas. L'inconvénient est une forte propension à la corrosion associée à une usure élevée des matériaux pendant le service, qui génère d'importantes émissions de particules fines. À ce jour, il s'est avéré difficile d'assurer une protection adéquate des disques de frein au moyen de procédés de revêtement conventionnels tels que la galvanoplastie ou la pulvérisation thermique. Le problème avec de tels procédés est qu'ils ne produisent pas de liaison métallurgique entre la fonte et le revêtement protecteur; de plus, ils sont chers et utilisent beaucoup de matériaux.
Avantages économiques et techniques
Maintenant, cependant, un nouveau procédé évite ces inconvénients. Développé par Fraunhofer ILT à Aix-la-Chapelle, en collaboration avec la Chaire de production additive numérique DAP de l'Université RWTH d'Aix-la-Chapelle, il est connu sous le nom de dépôt de matériau laser à grande vitesse extrême (EHLA).
"Le procédé EHLA est idéal pour une utilisation dans l'industrie automobile, notamment pour le revêtement des disques de frein, " explique Thomas Schopphoven, chercheur et chef d'équipe de la productivité et de la technologie des systèmes au sein du groupe de dépôt de matériaux laser à Fraunhofer ILT. « Classiquement, il est très difficile d'enduire les disques de frein, car ils doivent supporter des charges élevées, et il y a aussi des considérations économiques et environnementales. Mais avec EHLA, il est désormais possible d'appliquer des revêtements qui partent d'une liaison métallurgique avec le matériau de base du disque et donc adhèrent très fortement. Contrairement aux revêtements conventionnels, ceux-ci ne s'écaillent pas et ne s'écaillent pas."
Avancer sur les procédés conventionnels
Les revêtements produits avec des procédés conventionnels présentent des pores et des fissures. Avec le processus EHLA, le revêtement reste intact et assure donc une protection plus longue et plus efficace du composant. Cela augmente la durée de vie et empêche une défaillance prématurée en raison d'un endommagement de la surface du disque de frein. De plus, le procédé convient à une large gamme de matériaux. Par conséquent, il est possible de sélectionner un revêtement respectueux de l'environnement pour chaque application spécifique.
Le procédé EHLA est une nouvelle variante de procédé sur le dépôt de matériau laser bien connu, qui a fait ses preuves dans des domaines tels que la réparation des aubes de turbine. L'EHLA le fait, cependant, présentent un certain nombre d'avantages décisifs.

Un disque de frein fini revêtu du procédé EHLA. Crédit :Buderus Schleiftechnik, Aßlar, Allemagne | Technologies HPL, Aix-la-Chapelle, Allemagne
La vitesse de traitement élevée réduit l'apport de chaleur
Avec le processus EHLA, les particules de poudre du matériau de revêtement sont fondues directement dans le faisceau laser, plutôt que dans un bain de fusion à la surface du composant. Étant donné que le bain de fusion est maintenant alimenté par des gouttes liquides de matière plutôt que par des particules solides de poudre, le processus de revêtement est beaucoup plus rapide, passant de 0,5 à 2 mètres par minute avec le dépôt de matériau laser conventionnel jusqu'à 500 mètres par minute.
Cela réduit également considérablement l'exposition à la chaleur du matériau à revêtir. Contrairement au dépôt de matériau laser conventionnel, où la zone affectée thermiquement peut avoir une profondeur d'un ou plusieurs millimètres, l'exposition thermique avec le procédé EHLA reste de l'ordre du micromètre. Cela permet l'utilisation de combinaisons de matériaux entièrement nouvelles telles que des revêtements pour l'aluminium ou, comme pour les disques de frein, des alliages de fonte.
Le faible apport de chaleur empêche le carbone de se dissoudre du disque de frein dans la fonte, sinon résultant en des phases cassantes, pores, défauts de jonction et fissures dans la zone de revêtement et de collage. En d'autres termes, il est désormais possible pour la première fois de fournir des disques de frein en fonte grise avec un revêtement efficace qui est fermement lié au matériau de base.
Processus fiable et économe en ressources offrant une haute qualité
Avec dépôt de matière laser, le revêtement réalisé a généralement une épaisseur d'au moins un demi-millimètre. Cela consomme beaucoup de matière et rend également la finition beaucoup plus compliquée. Par contre, le procédé EHLA produit des couches très fines comprises entre 25 et 250 micromètres. Par conséquent, le revêtement est à la fois plus pur et plus lisse, avec une rugosité réduite à environ un dixième de sa valeur précédente.
De plus, le processus EHLA utilise jusqu'à 90 pour cent du matériau en poudre alimenté. Il est donc extrêmement économe en ressources et plus économique. Les exigences de base pour l'utilisation dans un environnement industriel, les paramètres de production de masse sont à portée de main.
En effet, l'application industrielle pourrait bientôt devenir une réalité. Les premières investigations ont démontré que le procédé EHLA est capable de produire de manière fiable des revêtements - avec différentes combinaisons de matériaux - pour les disques de frein conventionnels en fonte grise. Un système prêt à l'emploi en production de masse, comprenant un procédé de meulage modifié pour la finition des composants, est actuellement en construction dans la société HPL Technologies basée à Aix-la-Chapelle.