Crédit :B. Simonds/NIST
On dit que le soudage est plus un art qu'une science. En partie, c'est un clin d'oeil au vital, travail qualifié que les soudeurs effectuent. C'est aussi la reconnaissance du fait que la physique du processus est vraiment, vraiment difficile à comprendre.
J'ai rejoint un projet du NIST sur le soudage laser il y a environ deux ans. Avant ça, J'avais étudié les matériaux pour panneaux solaires et j'avais fait quelques travaux dans le traitement au laser, mais j'avais peu d'intérêt pour le soudage laser. Ce qui m'a finalement attiré, et ce qui me motive maintenant, est à quel point le soudage laser est complexe et l'opportunité de contribuer à la compréhension d'un processus si étroitement lié à la vie quotidienne, pourtant si mystérieux.
Acte I :Créer un trou de serrure
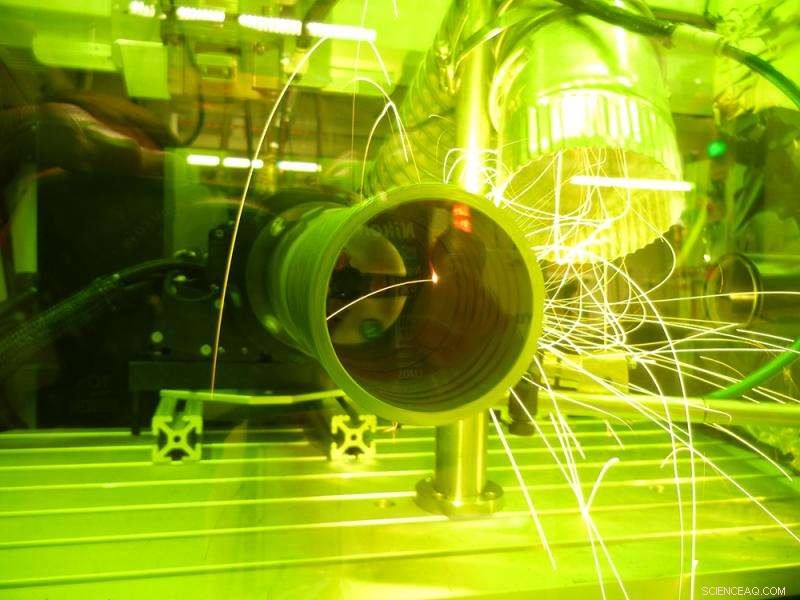
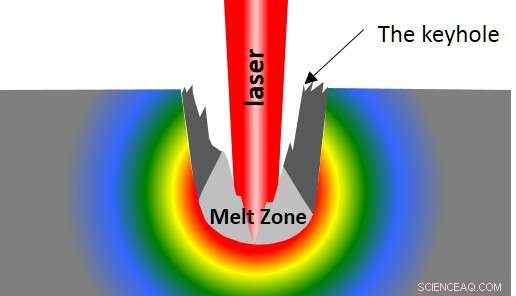
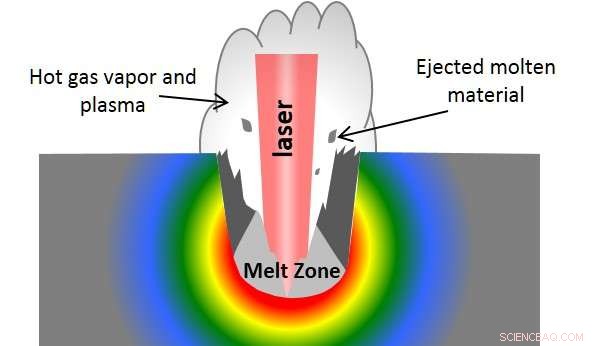
Le processus de soudage laser commence, comme on peut l'imaginer, lorsqu'un laser est focalisé sur la surface d'un métal. Bien que la surface reflète initialement la plus grande partie de la lumière, il absorbe suffisamment pour provoquer un échauffement important. Cet échauffement modifie légèrement la façon dont le métal interagit avec la lumière, ce qui à son tour provoque plus d'absorption et encore plus de chauffage. Une fois que le métal devient suffisamment chaud, il commence à fondre et à s'évaporer. Le bain de métal maintenant en fusion réagit à cette évaporation en reculant et en créant une dépression à la surface, comme un trampoline réagissant à une charge lourde. Quand cette dépression est assez profonde, il renvoie une partie de la lumière réfléchie sur lui-même, qui augmente la lumière absorbée, créer plus de fusion, générer plus d'évaporation, faire une dépression plus profonde, créant plus d'absorption, puis plus fondant, etc. Cela continue jusqu'à ce que toute la lumière soit absorbée et un trou profond, appelé un trou de serrure, formes. En coupe transversale, cela ressemble à une tornade de métal en fusion avec une cavité creuse entourée d'un entonnoir turbulent de liquide très chaud. Tout cela se passe dans les premières millisecondes.
Dans leur manuel Modern Welding Technology, qui a été métaphoriquement soudé à mon néocortex, H.B. Cary et S. Helzer estiment que jusqu'à 50 pour cent du produit intérieur brut des États-Unis repose sur le soudage sous une forme ou une autre. Les applications évidentes du soudage sont dans la fabrication de grandes choses comme les voitures et les trains, mais il y en a des moins évidents comme le boîtier de la batterie de votre téléphone portable ou les stents métalliques utilisés pour rouvrir les artères obstruées. Il s'avère que nous pouvons utiliser le soudage au laser dans bon nombre de ces scénarios de fabrication, et ce faisant, nous pouvons réaliser de nombreux avantages. Dans certaines applications, le faisceau étroitement focalisé du laser permet des soudures de meilleure précision comme celles nécessaires dans les dispositifs biomédicaux, piles, et les enceintes de confinement nucléaire, mais dans la plupart des autres cas, l'utilisation de lasers n'est qu'une bonne affaire.
Crédit :B. Simonds/NIST
Par exemple, la majeure partie de l'énergie d'un laser sert à faire la soudure elle-même, avec très peu de gaspillage sur le chauffage de la zone environnante. Moins de déchets signifie des factures de services publics moins élevées. Aussi, la dernière technologie laser est basée sur la fibre optique, que nous pouvons monter directement sur des robots de fabrication, accélérer les lignes de production et augmenter le débit de fabrication. Des études récentes montrent également que l'empreinte écologique du soudage au laser par rapport au soudage traditionnel est nettement plus faible à la fois en termes de ressources nécessaires et de déchets dangereux produits.
Étant un ancien gars de la cellule solaire, Je trouve cet avantage particulièrement motivant.
Acte II :Une tornade de métal en fusion
En raison du chaos ci-dessous, un nuage chaud se forme au-dessus de la surface de notre tornade de métal en fusion. Ce nuage est composé de quatre états différents de la matière :particules solides, gouttelettes de liquide, un gaz chaud, et même un peu de plasma. Chacun de ces états de la matière interagit à sa manière avec la surface en fusion et la lumière entrante.
L'industrie choisit des alliages métalliques pour répondre à une application particulière en fonction de ses exigences de résistance, dureté, résistance à la corrosion, etc. Fait intéressant, de nombreuses propriétés des aciers ne sont pas dues au fer, mais aux petites quantités (souvent une fraction d'un pour cent du total) d'autres éléments comme le carbone, phosphoreux, silicium et zinc. Comme un chef qui peaufine le goût d'une soupe aux épices, un métallurgiste ajuste les propriétés d'un métal en saupoudrant de petites quantités de ces éléments. Cependant, le processus dynamique de soudage au laser peut altérer la saveur en jetant plus de certains éléments que d'autres. Cela peut vous laisser avec une région soudée qui « a un goût » légèrement différent des régions non soudées environnantes. Cette inadéquation des propriétés peut entraîner des fissures, fatigue, contrainte ou corrosion.
Crédit :B. Simonds/NIST
En d'autres termes, une mauvaise soudure.
Ce que je fais, c'est mesurer les oligo-éléments d'alliage lorsqu'ils sont projetés hors de la tornade. Je trouve qu'ils utilisent un processus un peu comme les expériences du bec Bunsen que vous avez peut-être faites en chimie au lycée. Si vous vous souvenez, vous mettez une substance "mystère" dans une flamme et découvrez son identité en observant les couleurs de la lumière qu'elle dégage sur un spectateur spécial. Dans mon cas cependant, Je choisis de rendre certaines couleurs plus lumineuses en ciblant sélectivement les éléments avec un deuxième laser spécialement réglé qui tire à travers le panache de soudure. Cette technique permet à ces oligo-éléments de générer plus de lumière, ce qui me permet de voir des éléments qui seraient autrement trop pâles.
Acte III :Le temps de recharge
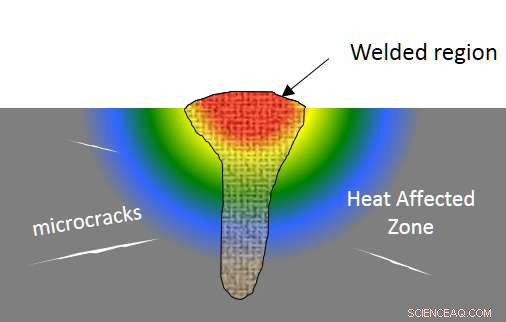
Bien que la tempête soit passée, la façon dont la soudure fonctionnera est déterminée. Une fois que le laser s'est déplacé, le bain de métal en fusion se refroidit rapidement et redevient solide, maintenant combler ce qui était auparavant un espace entre deux pièces de métal distinctes. La vitesse à laquelle ce pont se forme (la vitesse de refroidissement) détermine énormément la qualité de la structure finale de la soudure. Le processus de refroidissement déterminera finalement si des fissures se formeront et quelle structure aura le métal soudé.
Afin d'étudier la qualité de soudure résultante, nous devons démonter la soudure et la regarder. Pour faire ça, nous nous tournons vers nos partenaires de projet au laboratoire de mesure des matériaux du NIST. Là, ils ont la capacité de disséquer une soudure pour rechercher des fissures et des défauts. En utilisant un éventail de techniques d'imagerie à l'échelle atomique, Ann Debay Chiaramonti, ingénieure de recherche sur les matériaux, du Nanoscale Reliability Group, peut voir comment le processus de soudage a déplacé des atomes individuels. Le métallurgiste et expert en soudage Jeffrey Sowards du groupe Structural Materials teste les soudures en les séparant ou en les comprimant jusqu'à leur point de rupture sous des charges extrêmement lourdes. L'étude de ces processus est essentielle pour comprendre pourquoi les soudures échouent et comment ces défaillances sont liées au processus de soudage.
Crédit :B. Simonds/NIST
En raison de la complexité du processus de soudage laser, étudier directement le processus d'une manière systématique peut être difficile expérimentalement. Par conséquent, la communauté des soudeurs s'appuie sur des modèles complexes pour aider à résoudre le mystère. La qualité de la sortie de ces modèles est intrinsèquement liée à la qualité des données d'entrée utilisées.
Comme dit le proverbe :les ordures dans, ordures dehors.
Afin d'aider à guider les modèles de soudure vers des solutions plus réalistes, notre équipe développe des outils de mesure pour mesurer avec précision toutes les entrées nécessaires à chaque étape du processus de soudage laser. La capacité de mesurer avec précision ces propriétés sur de si grandes, temps dynamique, longueur, et les plages de température nécessitent une combinaison unique de capacités que seul le NIST peut fournir, rendant ce travail vital pour la communauté du soudage.
Bien que le soudage au laser ait le potentiel de remplacer 25 pour cent des activités de soudage existantes, il n'est actuellement utilisé que dans environ 0,5 pour cent. Faire cette différence et réaliser toutes les technologies, les avantages économiques et environnementaux qui vont de pair nécessiteront des efforts comme celui que nous poursuivons au NIST. Je suis très fier de faire partie d'un tel groupe et heureux de contribuer à un effort de recherche qui a le potentiel de faire un grand, impact significatif.